
This info is on the CR250-99 model stator ( Digital ) and rerquired hard wear to mate up to a CR500 motor.
The standard equipment on the 500 is Analog.
You'll need a complete CR250-99, stator, backing plate, CDI, fly wheel and wiring loom.

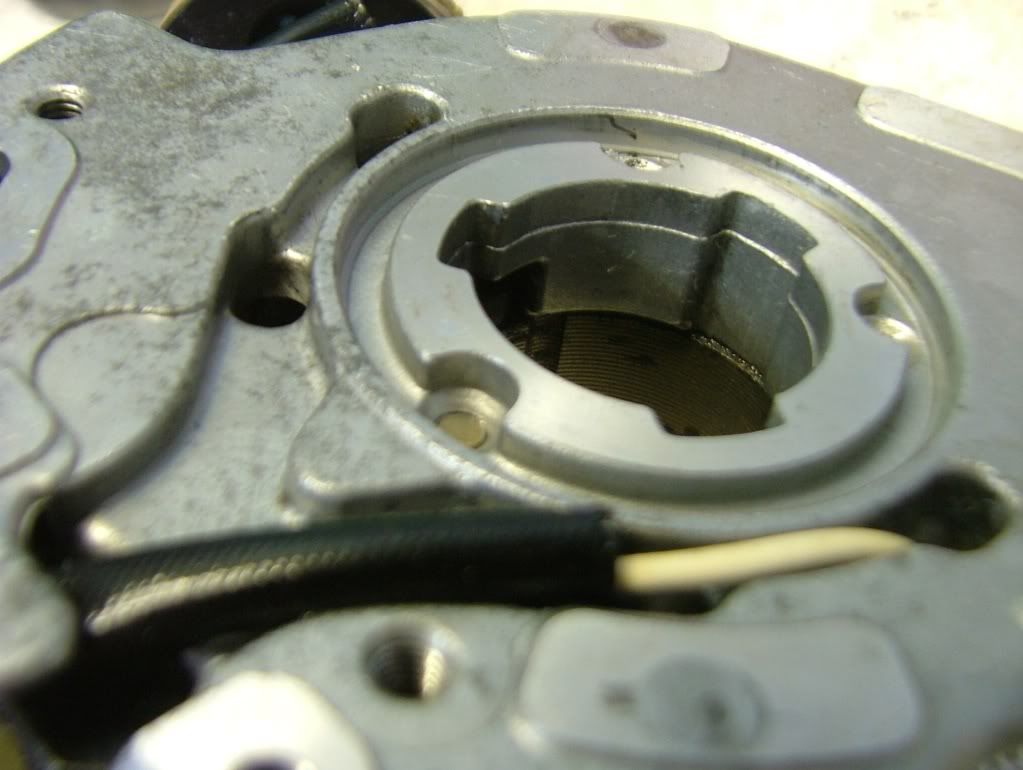
If you turn the backing plate over you will see in the center of the casting it is rased...you will need to machine this material away so that its flat.
Heres the same backing plate machined

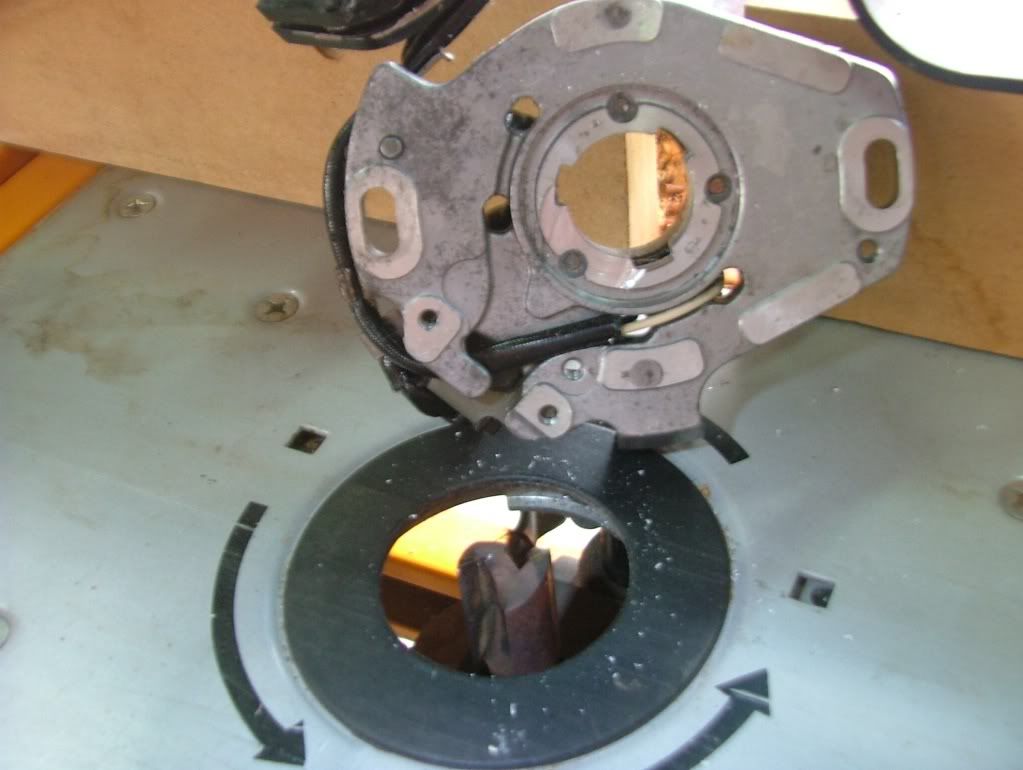
I used a router as alloy is machinable with most wood working tools.

This pick shows the first cut i did, i must admit i was nervous but theres no need to be the alloy cuts away smoothly and fast.
Backing plate machined.
Now theres a spacing ring that needs to be fabricated.
some make it out of michined alloy some use an "O"ring.
I chose the "O" ring as this spacer is simply there to centralise the backing plate.
There are 2 sizes in "O" rings, Imperial and Metric.

The size that fitted best for me was the Metric R-27.
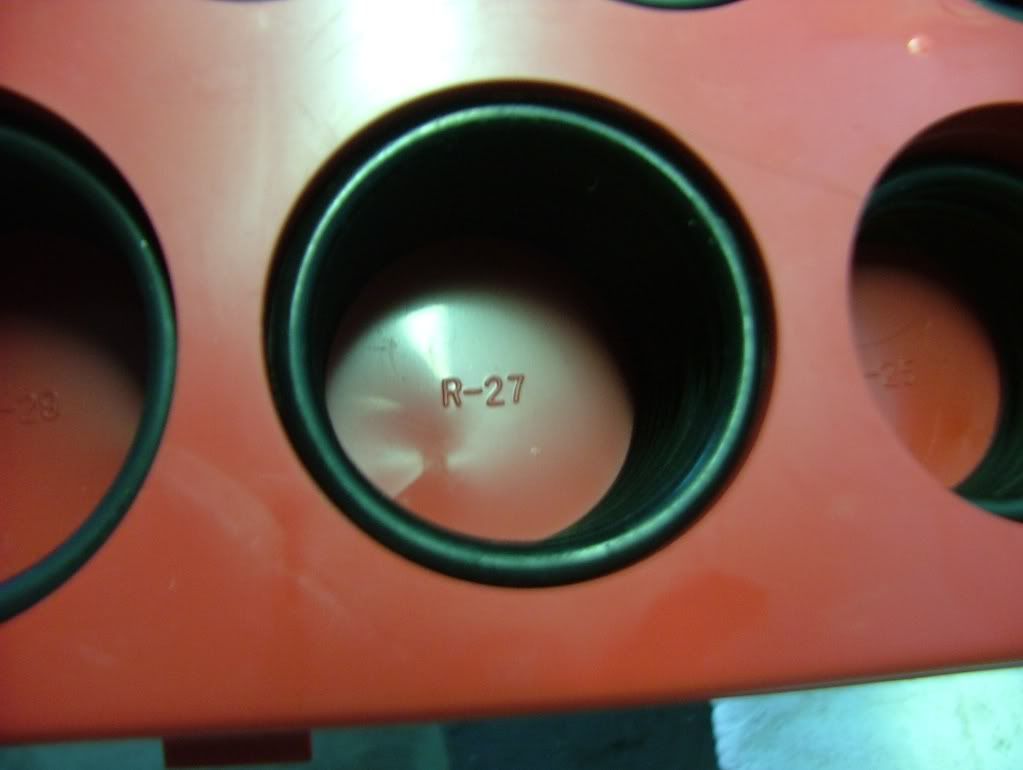
Theres also a R-27 in the imperial but this "O" ring is much thinner then the metric one.(see below)

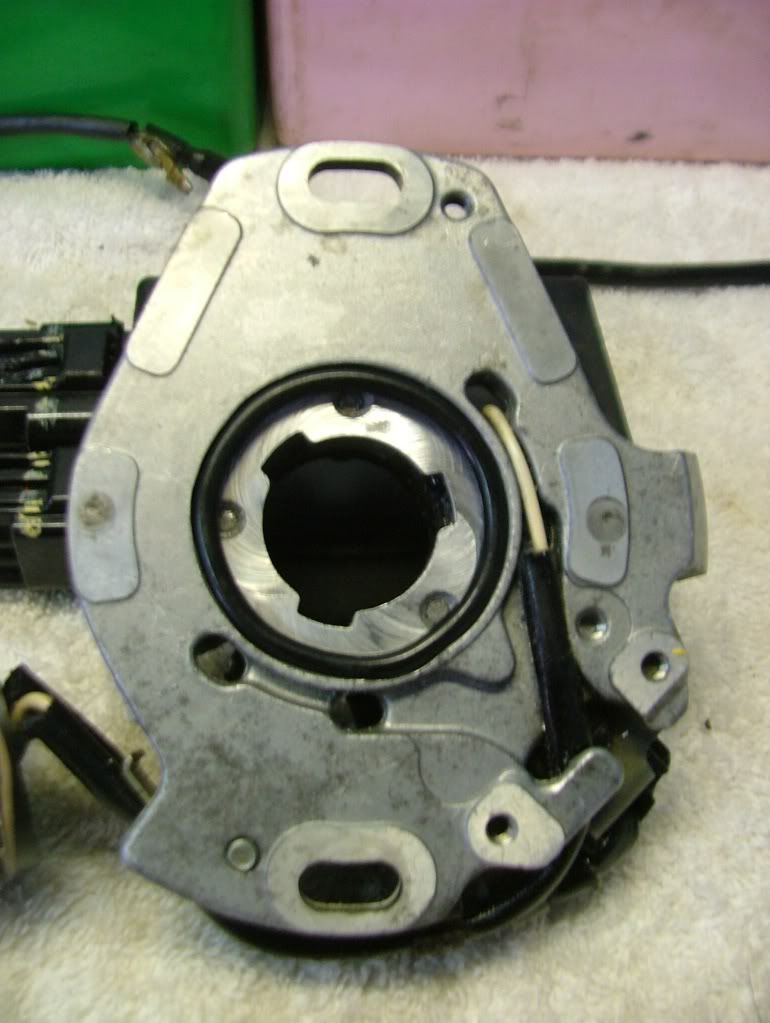
This is the Metric "O" ring fitted (thicker) you can see this as it covers more of the screw holes.(see below)

This is the stator plate machined and R-27 Metric "O" ring fitted.
the fitting of your newly modified CR250 stator is a strait forward replacement of the standard 500 equipment.
I'd even set the timing as you would the factory 500 system as the timing marks and values are the same and the digital CDI advances and retards better then any Analog could of dreamed of.
Then when you get use to it then you may advance or retard as you feel.
This is a very simple outline of this task as i found that trying to get a simple question answered required reading hundreds of pages of hijacked threads.



 "the game of life of is not so much in holding a good hand as playing a poor hand well"
"the game of life of is not so much in holding a good hand as playing a poor hand well"