effort into this one and it put a serious dent in my build fund, but I'm
happy with the way it turned out.
Here are a couple of "finished" pictures.
dogger

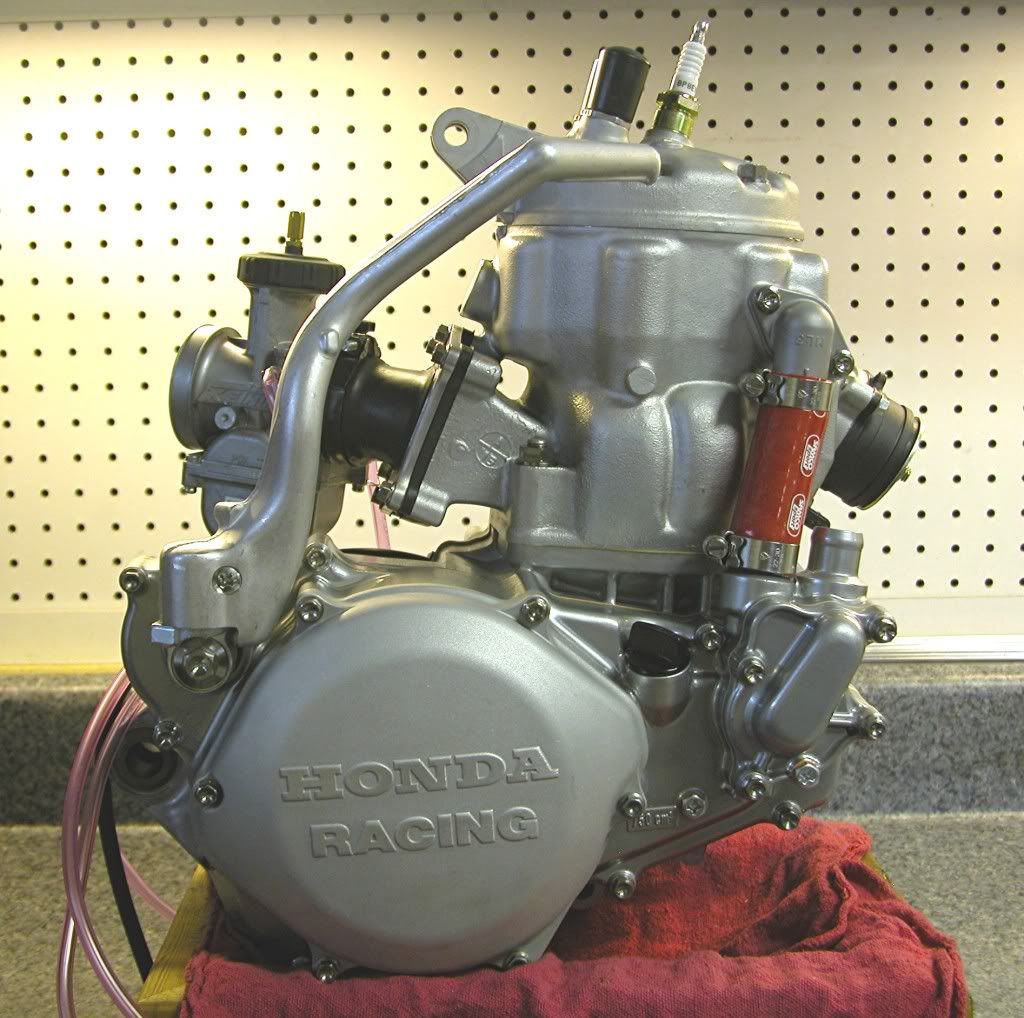
Right off hand I think I see new cases, new clutch case and cover, new front sprocket, new exhaust flange with a plug in it, so I'm assuming a near 100% fresh bottom end (maybe used clutch basket & inner hub) thats had a leak down, VF3 reeds, water joint on the cyl with a bling hose, stainless bolts, possibly a new PWK carb, possibly a new kicker, and non-GSS ported, freshly bored used jug & head with either a Wiseco or Pro-X inside. How'd I do?robfromga wrote:Details?



A dye penetrant has zero to do with the magnaflux process used on ferrous metals. Your kit sould like a knock-off of Zyglo.dogger315 wrote:The kit consist of the
various dye penetrants and a black light along with a good manual
on how to test various metals and alloys. .....
EG just knocked off enough metal to ensure a concentric bore - so .001 may be an accurate
number. He said he gets better results doing this on new cylinders
because production tolerances aren't what they used to be.


True statement except for the knock-off part. The kit is manufacturedA dye penetrant has zero to do with the magnaflux process used on ferrous metals. Your kit sould like a knock-off of Zyglo.
As far as EG's work, I hire these services out because IMO, port and headAs far as "cleaning up your bore".... taking 0.0005 off each side isnt going to staighten anything out. I'd trust Honda more than Gorr. I just sent Roosty a brand new OEM jug that was dead nuts on the bore.
Thanks a bunch. I just got back from six days of travel abroad. OnceI went to ATM to see you build.... good work.