All things considered, your welds are not too bad / fairly good. Some sections with low amps / some with too high - you can see where your welding speed / amperage used did not match, notably on the front of Y / Downtube. It looks like it 'got away from you', but you handled that relatively well, picking up on your wire feed and pace.
You've done far better than many welders I've seen on AFs - even better than a "certified aircraft welders" work I've seen here.


I'd highly recommend you 'roundel / diamond / tarpaulin' reinforce both the front and rear of the Y / downtube junction. Try not to place a weld across the horizontal faces of the downtube (if your using a 'tarpaulin' - rectangular plate), as it just introduces another haze zone, and a high stress line right across the DT. Make sure you 'button' any craters at the weld finish points - and / or make the finish points down on the Y's faces.
As for pre-heating - unless your using a low power welder, it's complete and utter Bull Shit. Nothing on an AF is a heavy enough section to require it, and you're only extending the HAZE Zone. But, I'm 52, and have only tig'd since I was about 13 yrs of age - what would I know?
Did you 'rossette / button' weld the male sections of the inserts, to the original cradle tubes? I hate the insert method, but, done well, with good engine mounts done, and the Y / DT done well, you rarely have problems with them. They certainly are a much quicker thing than a whole new cradle, but that's the very best way to do things - a whole new cradle. Doing new 'middle mounts', that extend over the inserts weld joints, pretty much guarantees no problems. Your hollowing of the inserts, actually made them stronger / safer than if you'd left it 'solid'. Well done.
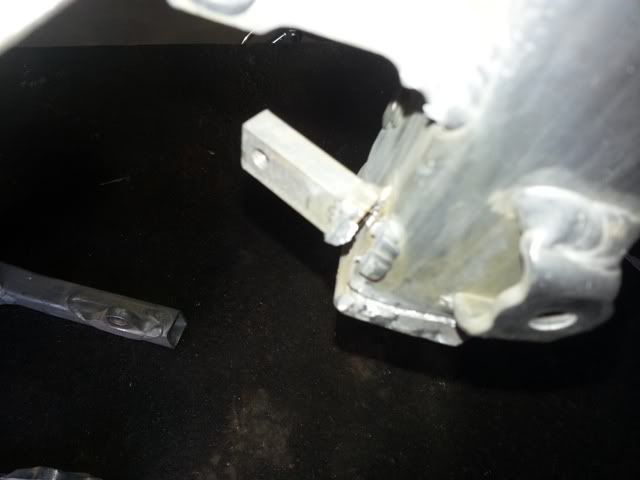
Now, here's the One, Big Worry I have for this build. That those welds at the outer tower / spar junction have been gone over, may indicate that frame has been hammered within an inch of it's life. Aluminium, really, Really, REALLY has a finite stress cycle life. It's something All should be aware of.
But, they are strange areas for a weld to have started to fail. "Egging" of an AF frame - as they are meant to do, the spars flexing outwards from high forces - tends to crack the spars, just at, or very slightly forward, of the shock tower / inner spar weld interface, hence the welded cracks you'll see at times, inside, then going across the tops, then onto the outer upper sides of spars - especially on HC bikes, with the massive loads put into the frame from the long swingarms, and big frontal impacts. I've gone into that here, a few years ago, I think.
I HAVE seen frames with welds like that, on brand new bikes, years ago. If your lucky, it might be that type of thing - not so pretty, 'at factory' rectifications of a incomplete / faulty weld that is discovered during QC inspections. But, if it isn't that, you may have a frame, that you want to be Very Careful about. It may just have had such a pounding, that much of the frame, is past it's service life.
Think about your safety, always.